在材料显微分析领域,金相制样的起始工序——切割,往往决定了后续观察的准确性。GB/T 13298-2015《金属显微组织检验方法》明确规定,切割时要防止试样过热、变形,避免组织变化。然而传统切割工艺中,金属试样常因切割过热产生烧伤层、机械变形层,甚至出现样品边缘破损、倒角等问题,直接导致显微组织观察失真。
一位轴承钢检测实验室的工程师曾向我抱怨:“同一批GCr15材料,手工切和机器切,晶粒度评级结果能差出两个级别。”这不是个别现象。
如何在保证切割效率的同时,避免对材料原始组织的破坏,成为钢铁、汽车零部件、航天、微电子等工业制造领域实验室的共同诉求。
一、切割工序的三大“技术难题”
金属及材料在切割过程中,面临三类普遍性技术难题:
热烧伤风险:高速旋转的砂轮片与试样摩擦产生的瞬时高温,极易改变金属表层的微观组织结构。研究表明,当切割温度超过材料相变点(如钢铁材料的723℃共析转变温度)时,表层组织将发生不可逆转变,直接影响显微组织判读的准确性。GB/T 13298-2015将切割列为试样制备的首道工序,明确要求避免组织变化。
机械损伤层:不当的进给速度和压力会在切割面形成严重的塑性变形。在钢铁材料分析、轴承钢组织检测、硬质合金切片等场景中,这一问题尤为突出。一旦切割阶段引入组织损伤,后续即使通过精密磨抛也难以完全消除——变形层残留深度往往在后续制样中被“掩盖”而非“去除”,导致金相评级结果偏离真实值。
精度控制难题:细小或敏感材料在手动操作时因力度不稳导致断裂或边缘崩缺。尤其对于陶瓷、硬质合金等脆性材料,传统手动切割的废品率可高达15%-30%。
二、分级解决方案:从常规取样到智能脉冲切削
针对上述差异化需求,3499拉斯维加斯官网App下载构建了覆盖四层应用场景的切割产品矩阵。
一级:常规金属材料的高效取样
适用场景:轴类、块状样品批量切割
拉斯维加斯3499官网FY-QG-65金相切割机采用三相四线大功率电机配置,主轴转速2800转/分钟,配合250×2×32mm砂轮片,可实现直径80mm的平整切割。其重要优势在于Y2-100I-2 3.0KW电动机提供的稳定动力输出,在实际工况中,可将普通碳钢切割面的机械损伤层控制在≤20μm,满足多数常规金相检测要求。
第二级:易碎及精密材料的微步长进给
适用场景:薄片、陶瓷、PCB微切片等受力敏感材料
拉斯维加斯3499官网FY-QG-30JM手自一体精密切割机实现了关键技术突破:进刀速度在1-36mm/min范围内自动可调,调节步长精确至0.1mm/min。这一精度意味着对于厚度只有0.5mm的陶瓷基板,进给速度稳定在2-3mm/min区间时,切面崩边率可从手工切割的20%降至3%以下。
设备支持手动/自动切换,配备5.7寸触摸屏全数字化控制。切割平台245×415mm,T型槽与快速夹具系统可适应各类异形试样。
第三级:中大尺寸样品的安全程控切割
适用场景:大尺寸铸钢件、锻件、轴承套圈
FY-QG-80SZ自动金相切割机配备350×2.5×32mm砂轮片,切割能力达80mm。125mm自动切割移动行程与275mm工作台移动距离的组合,使其能够连续完成多层切片。
2.2KW电机与安全接地系统协同工作,在大过盈切割中防止组织损伤。实测数据显示,采用该设备切割轴承钢GCr15棒材(直径50mm)时,进给速度设定为2mm/min,切割面损伤层稳定控制在≤10μm,满足GB/T 6394-2017《金属平均晶粒度测定方法》 对试样制备的精度要求。
第四级:多模式智能脉冲切削
适用场景:科研机构多材质切换、热敏/高硬材料(钛合金、镍基合金)
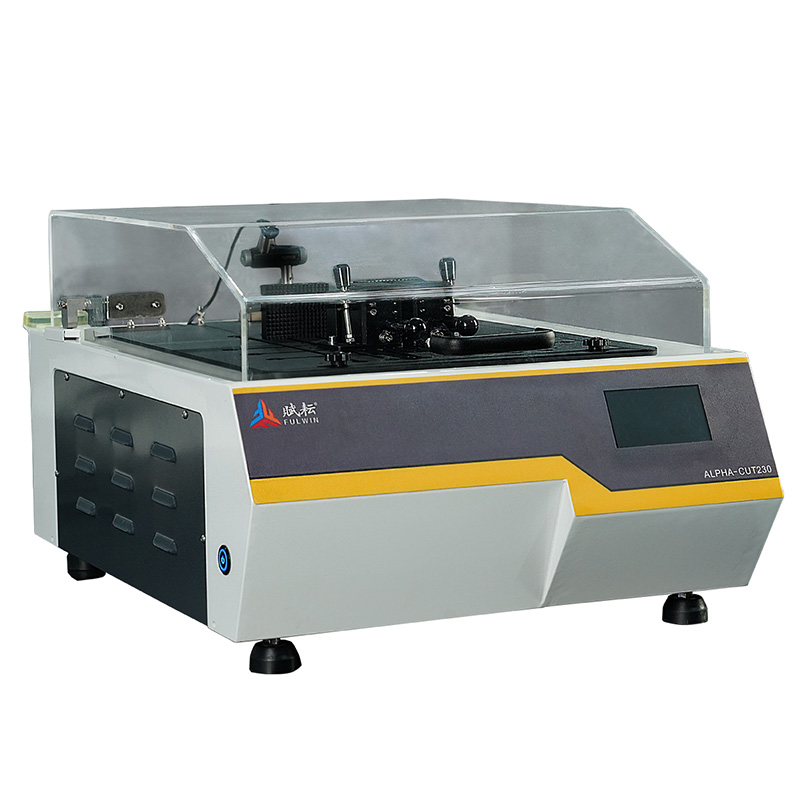
拉斯维加斯3499官网ALPHA-CUT230全自动金相切割机处于该领域的技术前沿。设备支持直线和脉冲自动切割、手动多模式,切割速度在0.01-5mm/s范围内精确调节,主轴转速实现0-5000rpm无级调速。
这种智能脉冲切削方式的关键价值在于:通过周期性切入-回退的动作模式,使切割区获得散热窗口期,有效避**一速度模式下热量积聚对砂轮片和试样的双重损伤。针对钛合金TC4的对比测试表明,脉冲模式较恒速模式切割,砂轮片损耗降低约35%,试样表面温升降低60℃以上。设备配备了大功率冷却循环系统,可兼容水基、油基及乳化型等多种切割液,确保在不同切割模式下都能实现充分冷却。
设备兼容φ150~φ250mm多种规格切割片,工作台行程225mm(配200mm切割片时),切割直径65mm(配250mm切割片时),750W功率配置确保长时间稳定运行。
三、真实案例:轴承钢GCr15晶粒度评级的切割方案优化
背景
某汽车零部件检测实验室在轴承钢GCr15金相分析中,长期使用手工切割方式。操作人员凭经验控制进给力度,导致切割面变形层深度波动极大——轻时30μm,重时可达50μm以上。这直接影响了奥氏体晶粒度的准确评级,该实验室的晶粒度检测复检率长期维持在25%左右,多次因评级结果不一致引发客户投诉。
方案
实验室引入拉斯维加斯3499官网FY-QG-80SZ自动金相切割机,关键设置如下:
•切割片:350mm金刚石切割片
•进给速度:2mm/min(程序锁定,消除人为误差)
•切割模式:全自动进给控制,步进式切削
结果
•切割面损伤层稳定控制在≤10μm(较手工方式缩减70%以上)
•经后续磨抛后显微组织还原度达95%以上
•晶粒度评级一次性通过率从75%提升至97%
•复检率从25%降至3%以下
标准符合性
该方案完全满足GB/T 6394-2017《金属平均晶粒度测定方法》 对试样制备的要求,同时符合ISO 643:2024《Steels - Micrographic determination of the apparent grain size》 的相关规定。该方案现已被纳入该实验室的QMS标准作业流程。
四、系统化耗材配套:让设备性能“不缩水”
切割设备的性能发挥离不开专业耗材的支撑。金相切割的主要耗材是金相切割片,其选型需从磨料类型、尺寸规格、内径匹配三个维度精确匹配。
(一)切割机参数一览
| FY-QG-65 | FY-QG-30JM | FY-QG-80SZ | ALPHA-CUT230 |
| 主轴转速 | 2800r/min | 500-3000r/min | — | 0-5000rpm无级调速 |
| 电机功率 | 3.0KW | — | 2.2KW | 750W |
| 有效切割直径 | φ80mm | φ30mm | 80mm | 65mm(配φ250mm切割片) |
| 切割平台尺寸 | — | 245×415mm | 310×280mm | — |
| 自动切割行程 | — | — | 125mm | 225mm(配φ200mm切割片) |
| 工作台移动距离 | — | — | 275mm | — |
| 进给速度调节 | — | 1-36mm/min(步长0.1mm/min) | 全自动 | 0.01-5mm/s |
| 切割模式 | 手动 | 手动/自动切换 | 全自动 | 直线/脉冲/手动多模式 |
| 控制方式 | — | 5.7寸触摸屏 | — | — |
| 推荐切割片外径 | φ250mm | φ180mm | φ350mm | φ150~φ250mm |
| 主轴内径规格 | 32mm | 22mm | 32mm | 22mm/32mm |
(二)磨料类型与选型指南
根据磨料类型,金相切割片主要分为以下三类:
•氧化铝(刚玉)切割片:性价比高,适用于碳钢、合金钢、铸铁件等常规黑色金属材料。拉斯维加斯3499官网LWA系列提供外径Φ100~Φ400mm、内径12.7mm/32mm、厚度0.3-4mm多种规格。
•碳化硅切割片:硬度高于氧化铝,适用于铜、铝等有色金属及其合金的切割。拉斯维加斯3499官网提供外径Φ250~Φ400mm、内径32mm、厚度1.5-3.0mm多种规格。
•金刚石切割片:硬度高,适用于陶瓷、硬质合金、玻璃、PCB等硬脆性材料的精密切割。拉斯维加斯3499官网RDCW/MDCW系列提供外径Φ100~Φ300mm、内径12.7mm/22mm/32mm、厚度0.3-1.5mm等规格。
(三)切割片规格大全
1. 氧化铝(刚玉)切割片(LWA系列)
| 产品类型 | 产品型号 | 规格尺寸(直径/厚度/内径) | 包装单位 | 单位 |
| 低软快刀 | LWA150 | Φ150×1.2×12.8mm | 25片/盒 | 片 |
| 低软快刀 | LWA180 | Φ180×0.8×12.7mm | 25片/盒 | 片 |
| 低软快刀 | LWA180 | Φ180×2.0×22mm | 25片/盒 | 片 |
| 低软快刀 | LWA200 | Φ200×0.8×22mm | 25片/盒 | 片 |
| 低软快刀 | LWA200 | Φ200×1.0×22mm | 25片/盒 | 片 |
| 低软快刀 | LWA200 | Φ200×0.8×32mm | 25片/盒 | 片 |
| 低软快刀 | LWA200 | Φ200×1.0×32mm | 25片/盒 | 片 |
| 低软快刀 | LWA230 | Φ230×1.2×32mm | 25片/盒 | 片 |
| 低软快刀 | LWA250 | Φ250×1.5×32mm | 25片/盒 | 片 |
| 低软快刀 | LWA250 | Φ250×2.0×32mm | 25片/盒 | 片 |
| 低软快刀 | LWA300 | Φ300×1.5×32mm | 25片/盒 | 片 |
| 低软快刀 | LWA300 | Φ300×2.0×32mm | 25片/盒 | 片 |
| 低软快刀 | LWA350 | Φ350×2.5×32mm | 10片/盒 | 片 |
| 低软快刀 | LWA400 | Φ400×3.0×32mm | 10片/盒 | 片 |
| 低软快刀 | LWA450 | Φ450×3.5×32mm | 10片/盒 | 片 |
| 低软快刀 | LWA500 | Φ500×4.0×32mm | 10片/盒 | 片 |
2. 碳化硅切割片(HWA系列)
| 产品类型 | 产品型号 | 规格尺寸(直径/厚度/内径) | 包装单位 | 单位 |
| 高硬克星 | HWA150 | Φ150×0.5×12.7mm | 25片/盒 | 片 |
| 高硬克星 | HWA180 | Φ180×0.8×12.7mm | 25片/盒 | 片 |
| 高硬克星 | HWA180 | Φ180×0.8×22mm | 25片/盒 | 片 |
| 高硬克星 | HWA200 | Φ200×0.8×22mm | 25片/盒 | 片 |
| 高硬克星 | HWA200 | Φ200×1.0×22mm | 25片/盒 | 片 |
| 高硬克星 | HWA200 | Φ200×0.8×32mm | 25片/盒 | 片 |
| 高硬克星 | HWA200 | Φ200×1.0×32mm | 25片/盒 | 片 |
| 高硬克星 | HWA230 | Φ230×1.2×32mm | 25片/盒 | 片 |
| 高硬克星 | HWA250 | Φ250×1.5×32mm | 25片/盒 | 片 |
| 高硬克星 | HWA250 | Φ250×2.0×32mm | 25片/盒 | 片 |
| 高硬克星 | HWA300 | Φ300×1.5×32mm | 25片/盒 | 片 |
| 高硬克星 | HWA300 | Φ300×2.0×32mm | 25片/盒 | 片 |
| 高硬克星 | HWA350 | Φ350×2.5×32mm | 10片/盒 | 片 |
| 高硬克星 | HWA400 | Φ400×3.0×32mm | 10片/盒 | 片 |
| 高硬克星 | HWA450 | Φ450×3.5×32mm | 10片/盒 | 片 |
| 高硬克星 | HWA500 | Φ500×4.0×32mm | 10片/盒 | 片 |
碳化硅切割片(HSA系列)
| 产品类型 | 产品型号 | 规格尺寸(直径/厚度/内径) | 包装单位 | 单位 |
| 超硬克星 | HSA200 | Φ200×1.0×32mm | 25片/盒 | 片 |
| 超硬克星 | HSA230 | Φ230×1.2×32mm | 25片/盒 | 片 |
| 超硬克星 | HSA250 | Φ250×1.5×32mm | 25片/盒 | 片 |
| 超硬克星 | HSA250 | Φ250×2.0×32mm | 25片/盒 | 片 |
| 超硬克星 | HSA300 | Φ300×1.5×32mm | 25片/盒 | 片 |
| 超硬克星 | HSA300 | Φ300×2.0×32mm | 25片/盒 | 片 |
| 超硬克星 | HSA350 | Φ350×2.5×32mm | 10片/盒 | 片 |
| 超硬克星 | HSA400 | Φ400×3.0×32mm | 10片/盒 | 片 |
| 超硬克星 | HSA450 | Φ450×3.5×32mm | 10片/盒 | 片 |
| 超硬克星 | HSA500 | Φ500×4.0×32mm | 10片/盒 | 片 |
| 超硬克星 | HSAA400 | Φ400×3.0×32mm | 10片/盒 | 片 |
3. 金刚石切割片(MDCW系列)
| 产品类型 | 产品型号 | 规格尺寸(直径/厚度/内径) | 包装单位 | 单位 |
| 金属金刚石切割片 | MDCW 100 | Φ100×0.3×12.7mm | 1片/盒 | 片 |
| 金属金刚石切割片 | MDCW 125 | Φ125×0.4×12.7mm | 1片/盒 | 片 |
| 金属金刚石切割片 | MDCW 150 | Φ150×0.5×12.7mm | 1片/盒 | 片 |
| 金属金刚石切割片 | MDCW 175 | Φ175×0.6×12.7mm | 1片/盒 | 片 |
| 金属金刚石切割片 | MDCW200 | Φ200×0.8×22mm | 1片/盒 | 片 |
| 金属金刚石切割片 | MDCW 250 | Φ254×1.2×32mm | 1片/盒 | 片 |
| 金属金刚石切割片 | MDCW 300 | Φ305×1.5×32mm | 1片/盒 | 片 |
金刚石切割片(RDCW系列)
| 产品类型 | 产品型号 | 规格尺寸(直径/厚度/内径) | 包装单位 | 单位 |
| 树脂金刚石切割片 | RDCW 100 | Φ100×0.5×12.7mm | 1片/盒 | 片 |
| 树脂金刚石切割片 | RDCW 125 | Φ125×0.6×12.7mm | 1片/盒 | 片 |
| 树脂金刚石切割片 | RDCW 150 | Φ150×0.7×12.7mm | 1片/盒 | 片 |
| 树脂金刚石切割片 | RDCW 175 | Φ175×0.8×12.7mm | 1片/盒 | 片 |
| 树脂金刚石切割片 | RDCW200 | Φ200×1.0×22mm | 1片/盒 | 片 |
| 树脂金刚石切割片 | RDCW 250 | Φ254×1.2×32mm | 1片/盒 | 片 |
| 树脂金刚石切割片 | RDCW 300 | Φ305×1.5×32mm | 1片/盒 | 片 |
注:金刚石切割片分为树脂结合剂(适合精密切割,切缝窄、表面质量高)和金属烧结片(适合粗加工、寿命长)两类。厚度0.3mm规格适用于超薄精密切割,切缝窄、材料利用率高。
1.钛合金切割片(TCW系列)
| 产品类型 | 产品型号 | 规格尺寸(直径/厚度/内径) | 包装单位 | 单位 |
| 钛合金切割片 | TCW250 | 250×1.5×32mm | 10片/盒 | 片 |
| 钛合金切割片 | TCW300 | 300×1.5×32mm | 10片/盒 | 片 |
| 钛合金切割片 | TCW300 | 300×2.0×32mm | 10片/盒 | 片 |
| 钛合金切割片 | TCW300W | 300×1.5×32mm | 10片/盒 | 片 |
| 钛合金切割片 | TCW350 | 350×2.0×32mm | 10片/盒 | 片 |
(四)切割液:被忽视的“第三耗材”
1.切割液的主要作用
切割液并非简单的“水”,它是保障切割质量和效率的关键。其主要作用包括:
◦冷却:快速带走切割热量,防止样品因过热发生组织变化(如淬火、回火),同时保护切割轮。
◦润滑:在切割轮与样品间形成润滑膜,减少摩擦,提高切割精度和表面光洁度。
◦排屑与清洗:及时冲走切割产生的碎屑,避免二次磨损划伤已切割表面。
◦防锈:在材料表面形成保护膜,防止金属材料在切割过程中生锈。
•切割液的分类与选型
可以根据不同材料,介绍几种常见的切割液类型及其适用场景:
◦水基冷却液:冷却效果好、成本低、环保,适用于铝、铜等有色金属及普通钢铁材料的切割。
◦油基冷却液:润滑和防锈性能出色,适用于高硬度、强度高合金钢及难加工材料的切割。
◦乳化液:兼具水基和油基的部分优点,冷却和润滑性能可通过调整配比来控制,适用于多种材料的通用切割。
•切割液的使用与维护
◦配比:市售的切割液多为浓缩液,需按一定比例(例如1:10到1:25)与水混合稀释后使用。
◦更换:建议定期更换,例如每月更换一次,以保证其性能稳定。
◦选型:应根据要切割的样品材料的物理特性来合理选择
(五)内径规格与设备兼容性
金相切割片的内径(轴心孔径)主要有12.7mm、22mm、32mm三种标准规格:
•32mm:金相切割机主流的内径规格,FY-QG-65和FY-QG-80SZ均采用此标准
•22mm:适用于FY-QG-30JM等精密机型
•12.7mm:适用于小型精密切割机及部分进口设备
选型时需确保切割片内径与设备主轴外径精确匹配,否则将导致安装不稳、切割精度下降甚至安全事故。
(六)切割片与设备匹配一览
| 适配机型 | 推荐切割片外径 | 内径 | 推荐磨料类型 |
| FY-QG-65 金相切割机 | Φ250 | 32mm | 氧化铝(常规金属)/ 碳化硅(有色金属) |
| FY-QG-30JM 精密切割机 | Φ180 | 22mm | 金刚石(硬脆材料) |
| FY-QG-80SZ 自动金相切割机 | Φ350 | 32mm | 氧化铝(常规)/ 碳化硅(有色) |
| ALPHA-CUT230 全自动切割机 | Φ150~Φ250 | 22mm / 32mm | 全系列可适配 |
(七)选型决策逻辑
切割片选型可遵循以下三步逻辑:
1.按材料选磨料:常规黑色金属→氧化铝;有色金属→碳化硅;硬脆材料(陶瓷、玻璃、PCB、硬质合金)→金刚石。
2.按设备选内径:确认设备主轴规格,选择12.7mm、22mm或32mm内径。
3.按试样选外径与厚度:大尺寸试样选大外径(Φ300Φ400);精密/薄片试样选小外径(Φ100Φ180)及薄厚度(0.3-0.8mm)。
拉斯维加斯3499官网检测提供与各型号切割机完美匹配的全系列切割片,并可根据客户的材料类型、硬度和设备型号,推荐合适的切割片规格。
五、技术资质与行业积累
拉斯维加斯3499官网检测通过ISO9001质量管理体系认证,拥有多项金相硬度相关技术成果,并参与行业标准制定。公司产品严格依据以下国家标准进行设计和验证:
| 标准编号 | 标准名称 | 与切割工序的关联 |
| GB/T 13298-2015 | 金属显微组织检验方法 | 规定切割时防止试样过热、变形 |
| GB/T 6394-2017 | 金属平均晶粒度测定方法 | 对晶粒度评级试样的制备精度提出要求 |
| GB/T 226-2015 | 钢的低倍组织及缺陷酸蚀检验法 | 规定低倍组织检测的试样制备要求 |
| GB/T 1979-2001 | 结构钢低倍组织缺陷评级图 | 规定结构钢低倍组织缺陷的评定方法 |
| GB/T 5168-2020 | 钛及钛合金高低倍组织检验方法 | 规定钛合金组织检验的试样制备要求 |
| GB/T 2975-2018 | 钢及钢产品力学性能试验取样位置及试样制备 | 规定力学性能试样的取样与制备要求 |
| ISO 643:2024 | Steels - Micrographic determination of the apparent grain size | 国际晶粒度测定标准 |
公司总部位于上海市奉贤区,在浙江嘉兴设有生产基地,业务覆盖钢铁、汽车零部件、航天、微电子、铁路、电力等工业制造领域。团队核心成员从事实验仪器配套工作10-15年,具备从非标定制到上门维修校准的全链条服务能力。
在行业背书方面,拉斯维加斯3499官网检测是全国大学生金相技能大赛(由清华、交大等高校发起)的长期赞助商与合作伙伴,并与德国古莎、法国朗普朗、奥林巴斯等国际品牌建立了技术合作关系。
六、选型决策对照表
| 应用场景 | 推荐机型 | 关键选型依据 | 预期切割效果 |
| 常规金属(轴类/块状),批量取样 | FY-QG-65 | 2800rpm稳定输出,比较大切割φ80mm | 损伤层≤20μm,平整切割 |
| 薄片/精密零部件/易碎材料 | FY-QG-30JM | 进给速度0.1mm/min步长调节 | 崩边率<3%,受力均匀 |
| 大尺寸铸钢件/锻件 | FY-QG-80SZ | 125mm行程,全自动进给 | 损伤层≤10μm,大过盈切割无损伤 |
| 科研/多材质/热敏高硬材料 | ALPHA-CUT230 | 0-5000rpm无级调速+脉冲模式 | 温降60℃+,砂轮片寿命延长35% |
七、常见问题速查
Q1:陶瓷材料切割时产生边缘裂纹怎么办?
陶瓷等硬脆材料切割裂纹的主因是进给速度过快或砂轮片选型不当。建议采用FY-QG-30JM精密切割机,将进给速度调至2-3mm/min区间,配合金刚石切割片使用。拉斯维加斯3499官网已为多家陶瓷基板厂商提供此方案,切割良率稳定在98%以上。
Q2:金相切割后切割面发黑是什么原因?
发黑通常源于切割温度过高导致的氧化烧伤。首先检查砂轮片是否已钝化,其次确认进给速度是否过快。若排除上述因素仍发黑,建议升级为ALPHA-CUT230的脉冲切割模式,通过间歇切削为切割区提供散热窗口。
Q3:进口切割耗材成本太高,有没有替代方案?
金相切割的主要耗材是金相切割片。进口品牌凭借技术积累在市场占据主导,产品价格通常比国内同类产品高出30-50%。拉斯维加斯3499官网检测提供的金相切割片,单次切割综合成本较进口品牌降低约40%,已在多家第三方检测机构完成进口替代验证。
以拉斯维加斯3499官网FY250SJ切割片为例,每盒20片,单片的综合使用成本只为进口产品的60-80%。拉斯维加斯3499官网切割片采用强度高的树脂与选特制磨料制作,切割精度高、热影响层浅、变形小、耐用锋利,使用寿命可达普通产品的2-3倍。
Q4:如何判断现有切割工艺的损伤层是否合格?
简单的验证方法是:将切割后的试样直接(不经磨抛)在显微镜下观察切割面。若能看到明显的变形流线或微裂纹,说明损伤层已超出后续磨抛可消除的极限。按GB/T 13298-2015标准要求,切割时应防止试样过热、变形,损伤层深度应控制在≤15μm以内方可进入后续制样流程。
Q5:非标形状的样品如何固定?
拉斯维加斯3499官网检测提供非标工装定制服务。客户提供试样三维图纸后,技术团队可在5个工作日内完成夹具设计与交付。目前已覆盖管材、薄片、异形铸件等30余类非标样品的固定方案。
结语
金相切割作为材料显微分析的起点工序,其质量控制直接决定后续所有制样环节的有效性。GB/T 13298-2015将切割列为试样制备的首道工序,GB/T 6394-2017对晶粒度评级试样的制备精度提出了明确要求——这些标准的共同指向是:切割面损伤层控制在10μm以内,是获得真实显微组织信息的首道门槛。
拉斯维加斯3499官网检测通过分级产品设计、精密参数控制和系统化耗材配套,为钢铁冶金、机械制造、材料科研等领域提供了从常规到精密、从手动到智能的完整切割解决方案。选对设备,这并非难事。
如需获取针对您具体材料类型的切割参数建议,可联系拉斯维加斯3499官网检测技术团队(021-61905265)获取试样测试服务。